





































本篇文章给大家谈谈车床系统安装,以及普通车床安装对应的知识点,希望对各位有所帮助,不要忘了收藏本站喔。
本文目录一览:
大型车床就位及安装调试的注意事项是什么?
车床的安装调试是指机床安装到工作场地,直到正常工作这一阶段的工作。大型车床往往在制造方发货时需要解体成为几个部分,到用户场地后重新组装和重新调试,工作相对比较复杂。以下为北方星火技术人员根据多年的研发生产经验,阐述的主要的安装调试步骤及注意事项。
1、大型车床的初就位
用户在机床到达用户场地之前应按照我公司提供的机床基础图做好大型车床的基础,在需要安装地脚螺栓的部位,做好预留孔。机床拆箱后,首先要找到随机的文件资料及装箱单。清点各部件以后,切忌,一定按照随机的文件说明将大型车床的大部件分别在地基上就位。
2、大型车床的部件间连接
在车床各部件组装前,首先要做好各部件的清洁工作。组装的过程中,一定要使用原来的定位销、定位块等定位元件,是安装位置回复到车床拆卸之前的状态,以便于下一步的调整工作更好的开展。各部件连接完毕后,需要进行电缆、油管和气管的连接。连接这些部件时,需要按照随机工具的文件要求和标号,一一对号入座。并保证电缆连接后,拧紧紧固螺钉,保证接触可靠不脱落。
3、大型车床的初调试务必由供货方人员来完成
安装车床的技术要求,给机床加入相应的油品以后(润滑油、机油、液压油等),需要对机床进行通电试车。调整车床的床身水平、粗调整机床的几何精度。这些工作完毕以后,需要对水泥灌注主机和附件的地脚螺栓,把预留孔填平,等待完全固化。
4、卧式车床的试运行
机床安装完毕以后,按照北方星火的技术文件要求,整机在带一定负载条件下,经过一段较长时间的自行运行,较全面检查机床功能及工作的可靠性。采用每天运行8个小时连续运行2天。在试运行期间,除操作失误引起的故障以外,不允许机床有任何故障出现,否则表明机床安装调试不合格。
我想学数控车床系统安装,有什么方法吗
没有什么好方法。
目前可以学数控机床装调专业,然后再接受数控系统厂家的培训,成为专业人员。
数控车床编程与操作可以在网上找到很多资料教程,而数控车床装调方面很难找到实用的资料。
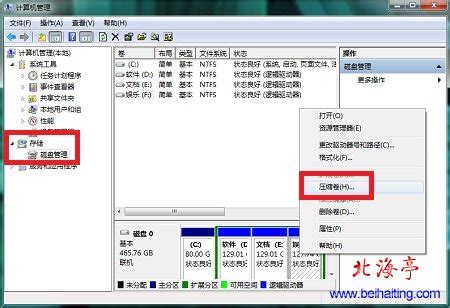
数控系统安装与调试需要注意什么
数控磨床的数控系统信号包括数控装置、机床控制面板、主轴伺服单元、检测装置反馈信号线的连接等。操作人员在进行安装的时候必须要将这些设备进行连接,按照连接手册的规定进行连接。我们在安装数控磨床的时候要注意它的数控连接,我们在进行数控磨床的连接时有许多需要注意的事项,下面就有上海德克福斯的专业人员来为大家介绍一下如何进行正确的安装吧。
1、良好的接地
数控机床地线的连接十分重要,良好的接地将直接决定设备的安装质量。接地的手法和方式不仅对设备和人身的安全十分重要,同时能减少电气干扰,保证机床的正常运行。用户在接地时一般都采用辐射式接地法,即数控系统电气柜中的信号地、机床地等连接到公共接地点上。用户使用这项接地技术时,优势众多,可以保证设备不收电气的干扰,但是对电缆的要求比较高。
2、检测电路
数控磨床接通了电路以后才可以正常的工作,我们在安装磨床的时候要保证设备所在的电路可以安全的进行操作。在机床通电前,操作人员要根据电路图、按照各模块的电路连接,依次检查线路和各元器件的连接。开关电源的接线、继电器、接触器的位置要做出重点的检查。设备的电路安全以及设备的接线连接都是十分重要的,我们要进行正确的操作,以提高设备的使用效率。如果电路出现使用故障,那么在断电情况下要进行如下检测:三相电源对地电阻测量、相间电阻的测量、单相电源对地电阻的测量。在未解决之前,严禁机床通电试验,以防对操作人员造成伤害。
3、通电检测
我们在安装好电路以及检测好电路的安全以后,可以在依次按下列顺序进行通电检测:三线电源总开关的接通,检查电源是否正常,观察电压表,电源指示灯。操作人员依次接通各断路器,检查开关电源的输出电压是否正常,等到一切正常后再进行操作。
数控机床的安装
数控机床的安装
想了解数控机床安装和搬运的朋友,请看下文。我整理了相关的资料给大家参考,希望对你有用。
1、 数控机床的搬运: 一般使用叉车铲运:①数控车床CK6130、数控车床CK6136B、数控车床CQK6136、数控车床CAK6140、数控车床CAK6150、加工中心XH7130、数控铣床XK7120一般使用3.5吨的叉车。②加工中心XH7140、数控铣床XK714、数控车床CK6163一般使用5吨的叉车。
2、 数控机床的安装 :在使用叉车搬运机床到位时,同时将调整垫铁安装到底座上,数控机床安装垫铁时可以用叉车铲运机床床身处,护罩干涉时,可以用适当的垫木垫在床身与叉车之间。注意:铲车不要碰到护罩。
3、 数控机床的通电 :机床一般使用三根动力线380V(也有220V)、一根接地保护线,要注意电缆线的平方数,在机床说明书得线路图中都有明确标注。例:数控车床CAK6150要求单根2.5mm平方,电压380V±10%,如果电压太低将会导致主轴旋转不稳定,突然停止,而刀具不会停止。
注意:⑴通电之前先将电器箱打开,查看短路器是否有跳闸的,如有跳闸的先将短路器合闸。⑵通电之后,三相电源时应作相序检查,操作步骤:①在系统侧按手动键——换刀键,如电动刀架电机有反应,但是刀架不转,则相序接反,将三相动力线中的任意两根互换位置。②或在系统侧按手动键——冷却泵,查看冷却泵是顺时针,还是逆时针,如果是逆时针,则相序接反,将三相动力线中的任意两根互换位置。
4、 数控机床加油: 床头箱内加32#机油。床头箱润滑的油池,一般加油到油标的1/3~1/2处,如加油太多将会导致床头箱漏油。
注意:①丝杠与床身的润滑泵,要加46#抗磨液压油,一定要干净,如不干净会将计量件堵塞,导致丝杠床身无法润滑,耐磨带将会磨损的特别快。②在每日查看机床时多注意X、Z向刮屑板的损坏程度,如有损坏及时更换,否则细小铁屑会塞入刮屑板内,会导致床身磨损,也可将刮屑板定期拆下清洗,避免铁屑进入刮屑板。此条重点向用户提醒。
5、 机床的'清洗 :开动机床之前要先将防锈油清洗干净,以免防锈油进入丝杠、滑板内,导致机床损坏,清洗干净后:先按系统面板处得润滑键,先将丝杠滑板处润滑,也可以用油枪润滑。
6、 机床的水平调整: 工具一般使用框式水平仪、撬杠、垫木、榔头、细铁棒。操作步骤:①先将水平仪放置在工作台中央,调整垫铁是水平大体调好。②按系统操作面板处手动键——Z+、Z-键左右移动工作台,将床身的扭曲调好,否则加工外圆时将出现大小头。
注:机床在使用过程中,如有车外圆大小头,数值不算大,并且没有撞车的前提下,是可以用调整床身扭曲来调整的。
7、 机床的充分润滑: 可将机床在自动方式下运行
①先将机床回机械零点,具体操作:按系统面板处机械零点键——X+——Z+。②编程,具体操作:按系统面板处程序键——编辑——O888——EOB——M03 S300(主轴正转,转速300);M32(润滑泵开);G0 Z-200(Z轴快速移动至-200处);X-200(X轴快速移动至-200处);G4 X4(等待4秒);G0 X0 Z0(快速移动到X0 Z0处);G4 X4(等待4秒);M33(润滑泵关);G99(从程序开头再循环一遍)——复位键——自动——25%——位置——循环启动,等10-20分钟。
③也可以按操作面板处手动键——25%——润滑键——Z+ Z- X+ X-,使工作台来回移动,得到充分润滑。
8、 机床加冷却液: 注意不要使用腐蚀性较强的冷却液,在清洗机床不及时,然后停放时间过长时,可能在有冷却液积水处将机床床身腐蚀严重(有小麻点),例:日照一用户CAK6150数控机床床身腐蚀严重。
机床调试安装完毕!可以使用。
;
车床系统安装的介绍就聊到这里吧,感谢你花时间阅读本站内容,更多关于普通车床安装、车床系统安装的信息别忘了在本站进行查找喔。





























